河池楼板加厚灌浆料——工厂直销##股份有限公司
河池楼板加厚灌 041
产品特点
1早强、高强1天抗压强度≥20Mpa;3天抗压强度≥30Mpa;28天抗压强度≥55Mpa

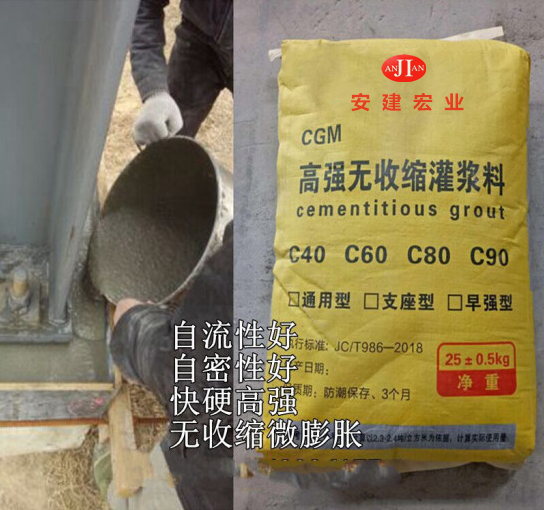
2、微膨胀性保证设备与基础之间紧密接触,二次灌浆后无收缩。
剪口,是石材拼接处的高低差剪口研磨,是石材整体研磨过程中, 令人头疼的一个问题。尤其是花岗石、硬质大理石铺设时留下的高低差,研磨费时费力。很多时候工人会失去耐心不再研磨,抛光完成后就会留下明显的波浪纹,影响装饰效果。所以,有时候虽然高低差很大,磨起来难度很高,但是也不能降低标准,而是一定要磨平。那么,在研磨整平环节中,怎么解决高标准和高难度的难题呢?本期我们就来介绍一下。剪口是怎么形成的?剪口的成因有多种。
3、自流性高可填充全部空隙,满足设备二次灌浆的要求
4、抗离析克服了现场使用中因加水量偏多所导致的离析现象。
5、抗裂现场使用中因加水量不确定、环境温度不确定以及养护条件限制等因素裂纹现象。
6、耐久性强经上百万次疲劳试验50次冻融循环实验强度无明显变化。在机油中浸泡30天后强度明显提高。
7、可冬季施工允许在-10℃气温下进行室外施工。
河池楼板加厚灌浆料——工厂##股份有限公司
不同于地面石材,可以用很重的研磨机施工。墙面石材的研磨整平,目前只能靠工人利用手提抛光机配合磨片进行施工。由于压力不足,手抛机却需要借助人的手臂力量,因此非常需要技巧,而且也比较累,效果也一般。就目前而言,墙面研磨只能到“浅尝辄止”,仅适合轻度的。客观的认识和看待这一点,对方和施工方之间良好的沟通,是有很大帮助的。但墙面石材的平整度,对装饰效果也有很大影响,那么有什么好的技巧,可以让墙面磨出好的效果?想要使用手抛机+干磨片,将墙面、台面磨出好效果,关键要素集中在以下几点:材料的选择(磨料磨具)搭配手抛机用的干磨片,常规尺寸有3寸、4寸,常规编号为国内型号:3#、5#、15#、3#、5#、1#、2#、3#,和编号:3#、5#、1#、2#、4#、8#、15#、3#。
★产品用途1、用于设备基础二次灌浆。
2、用于地脚螺栓锚固及钢筋栽埋。
3、用于混凝土结构加固和修补。
★产品选择
1、灌浆层厚度δ≥150mm时,选用CGM-1或CGM-2;
2、灌浆层厚度30mm<δ<150mm时,选用CGM-1或CGM-2;
3、灌浆层厚度δ≤30mm时,选用CGM-1或CGM-3型;
4、路面快速抢修,选用CGM-4型。
河池楼板加厚灌浆料——工厂##股份有限公司
遍均匀密实将墙体覆盖,厚度在1mm左右,当遍材料的含水率大约在5%时,可进行第二遍批抹,批抹厚度掌握在12mm之间。达到粘结牢固、不空鼓、不裂。施工厚度在2mm内可一次性批抹完成,厚度在3mm内可二次批抹完成,初凝时间两小时左右。全部工序当天完成,七天后便可粘贴面砖,十天后便可涂料饰面。若基层墙体为混凝土剪力墙时,使用峻侨化工产品需提前一天常规界面砂浆甩浆,建议剪力面接缝处挂网(玻璃网或镀锌钢丝网)。
★施工前的准备
1、机器搅拌:混凝土搅抖机或砂浆搅抖机; 2、人工搅拌:搅拌槽及铁铲若干; 3、水桶若干; 4、台秤若干; 5、流
槽; 6、高位漏斗、灌浆管及管接头; 7、灌浆助推器; 8、模板(钢模、木模); 9、草袋、岩棉被等; 10、
棉纱、胶带;
★灌浆施工
步:基础
基础表面应进行凿毛。清洁基础表面,不得有碎石、浮浆、浮灰、油污和脱模剂等杂物。灌浆前24小时,基础表面
应充分湿润,灌浆前1小时,积水。
进口砂石:柚木砂石、澳洲砂石、意大利白砂石、西班牙白砂石、法国白砂石;国产大理石:1)白色:汉白玉、雪花白、广西白;红色:晚霞红、玛瑙红;黄色:松香黄、木纹黄;绿色:大花绿、西施绿、翠玉绿;其他色:黑白根、啡网、杭灰;国产花岗石:1)红色:新疆红、天山红、五莲红、贵妃红、三堡红、双井红、岑溪红、三堡红、桂林红、惠东红、西丽红、粉红麻、永福红、安溪红(635#)、三峡红、齐鲁红、石榴红、揭阳红等;黄色:菊花黄、卡拉麦里金、黄金麻、楼兰金钻、黄锈石、金 、沙利士黄、金沙黄等;黑青色:太白青、丰鎴黑、建平黑、赤峰黑、蒙古黑、海南黑、川黑麻、济南青、 4#、6#、大白花(439#)、新疆白麻、山东白麻等;绿色:天山翡翠、绿、森林绿、燕山绿、孔雀绿、邮政绿;其他色:豹皮花、天山兰、攀西蓝、罗马金钻、树纹等。
第二步:支摸
1、按灌浆施工图支设模板。模板与基础、模板与模板间的接缝处用水泥浆、胶带等封缝,达到整板不漏水的程度。
2、模板与设备底座四周的水平距离应控制在100mm左右,以利于灌浆施工。
3、模板顶部标高应高出设备底座上表面50mm。
4、灌浆中如出现跑浆现象,应及时。
第三步:灌浆料配制
1、一般地,按通用加固型按11-13%的标准加水搅拌,豆石加固型按9-10%的标准加水搅拌。
2、采用机械搅拌方式,搅拌时间一般为1-2分钟(严禁用手电钻式搅拌器)。采用人工搅拌时,应先加入2/3的用水量拌和2分钟,其后加入剩余水量搅拌至均匀。
3、每次搅拌量应视使用量多少而定,以保证40分钟以内将料用完。
4、现场使用时,严禁在CGM灌浆料中掺入任何外加剂、外掺料。
河池楼板加厚灌浆料——工厂##股份有限公司
聚氨酯产品历来有三分产品,七分发泡的说法,也就是说不仅需要好的聚氨酯发泡料,更需要一个科学的发泡工艺和严格的操作规程。下面我们来介绍一下聚氨酯的手工灌注成型工艺。聚氨酯手工灌注成型工艺需要准备工作首先要有生产制品聚氨酯发泡组合料,生产的模具,生产时用来脱模的离型剂,颜色(加在料里的色浆与喷在制品表面的油漆),手电钻(在15转-3转/MIS)。搅拌用的料杯。还要有加热设备与计量用的称(电子秤),以上材料与设备要准备好。
八分厂、分别位于北京、湖北武汉、江西南昌、甘肃兰州、四川成都、云南昆明、广西南宁、内蒙古呼和浩特,可根据地区就近发货。
Y) /+N < P V/ 1P、2P、、4P /1P、2P、、4P 、BNG -20/2P-385 < < < /4P < P /+N) N) 5V < < 0V 1P、2P、、4P < 0 < 5V/4P < V 85V/1P < 4P 、2P < 00)385V < < < P/440-2P 8S /1P 60DH3 < C60 0 0 P P P < < 0/8 < < /60kA-F/Pk < V(In:40KA,Imax:80kA) XSF < < / 1P、2P、、4P < P、2P、、4P ) -D P 5V < amp;nbsp;TT20 V < < 0US)/1P V/ 1P、2P、、4P /4 V/4P、、2P、1P /1P、2P、、4P /4P < DH3-A1 < 4+0) 0KA /1P < -A1 < V/1、2、3、4P A/3+1 5V < < < Imax:40KA 4p < < P、、2P、1P < 、2P、1P P < /385V/+N) V /4 V/1、2、3、4P < 5 3B P-385V 4P 、4P-B100 /1P < < < NPE < PE P/I/4P) SP/H/4P) VSP/I/) SP/I/4P) VSP/S/2P) 5V < /1P/2P//4P V < C